Warping shouldn't be a problem because it's such a chunky tube, but it will need to be reamed out post-weld for the headset fit, otherwise the stress of the headset press-fit will be concentrated back on the weld area.
Is the crack at the front of the headtube, away from the DT weld?
Anything round the back near the weld, longer than a few centimeters or opened up will probably need a new head tube.
My normal procedure for a small crack is to remove the clear lacquer from the tube and take the polished finish down, as this often has loads of contaminants in it. Degrease the whole area, chamfer out the crack to allow full weld penetration from both sides, re-clean.
Starting at the outside edge, weld down the crack on the inside of the tube. Re-melt the start position and repeat down the outside of the tube. I use 100A peak/65A base AC pulsed at 150/sec, +65% balance.
File or grind weldment in and out back to original surface and polish a bit.
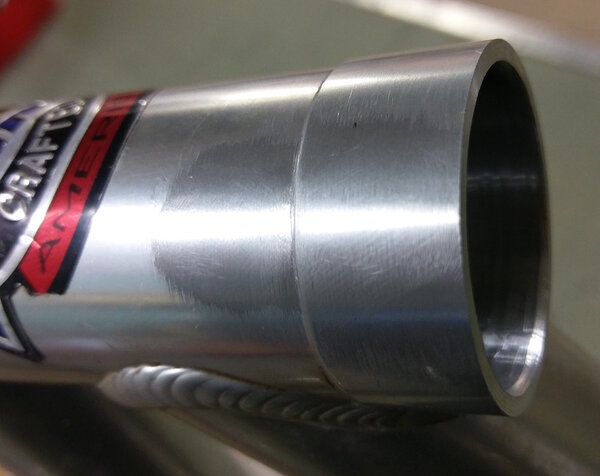
Ream out the head cup seat, face the tube and chamfer the inside edge of the tube face to reduce future stresses.
I use 5183 filler to get a good post-weld strength without heat treatment. The normal 5356 used on 7005 alloys needs time to age or a heat treat. It will work OK unheated, but is more prone to fatigue cracking.
Also use
Tempguard gel to prevent the re-heat from getting near the old welds which could be over aged by it, and also makes for a quicker heat/weld/cool cycle, which is also better for the final strength.
Here's a Manitou which I did recently:
All the best,
")