I posted this on our Facebook Aluminium Builders' Group. Probably of interest to all you vintage Manitou fanboys.
After some discussion on the group, the calculated figures shown in the pictures were revised as per the descriptions, but the relative stresses, the problem, and solution remain the same.
"I've repaired more than a few cracked Manitou, Marin, Pace and Nishiki head tubes in the last few years...all designed for press-fitted external Ahead or semi-integrated headsets.
Most seem to have failed because of poor materials/reaming/prep/tolerances from headset/frame manufacturers.
They could get away with this in elastic, high yield strength materials such as steel, but just transferring the tech over to aluminium led to failures and a loss of trust in the material.
I thought I'd model the stresses involved. Details in the descriptions for each pic."
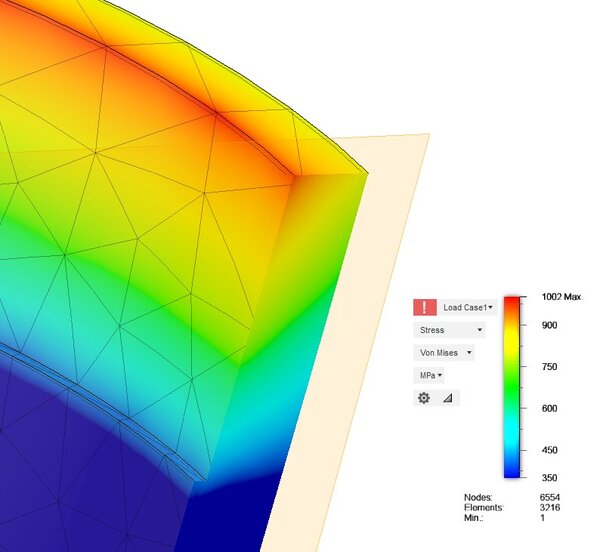
PIC 1:
Internal square edged headtube, modelled as 6061-T6 aluminium 3mm wall, with a max interference fit to DiaCompe/Cane Creek Ahead specs, giving a bursting force from the press fit of 35Mpa.
This is just the static loading from the headset fitting, without even riding the bike or braking.
There is a huge stress riser at the internal square edge 350 MPa using revised force calculation.
The 7005 used in a Manitou had a tensile strength of around 355-360MPa, so pretty much zero margin of safety.
Add to that a brittle anodise or electropolish surface and it's all ready for a crack to form before it's even ridden.
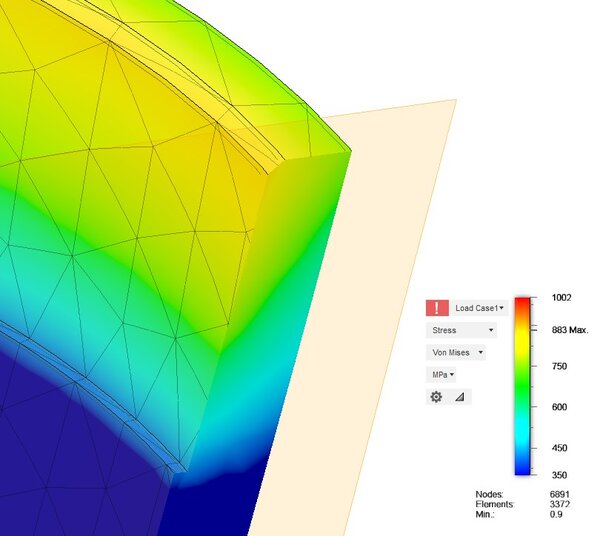
PIC 2:
Same headtube and stresses, but this time with the correct Cane Creek spec 0.5mm chamfer at the internal edge.
Peak stress at the internal corner is reduced by 12% to 309 MPa.
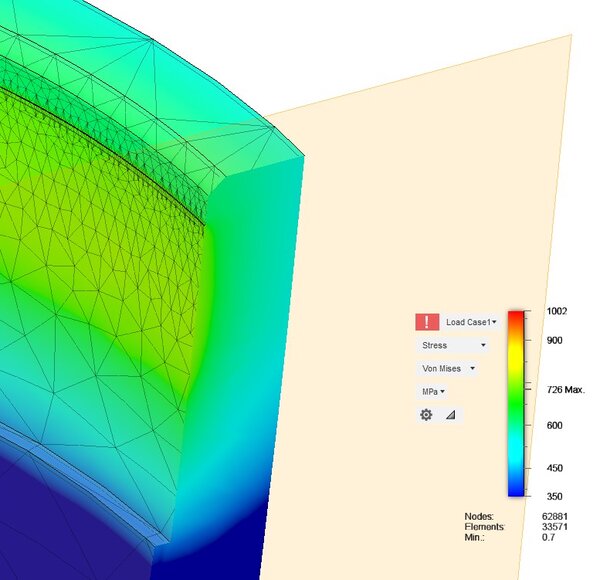
PIC 3:
Finally, the same 0.5mm chamfer as above, but this time combined with some relief of the internal diameter.
This relief would normally be done by taking a step out of the headset cup so that the contact surface starts 2-3mm inside the headtube.
Here 0.25mm relief, 1.5mm deep is enough to reduce max stress by 28% to (Revised figure) 255 MPa MPa and move them down to a point around 6mm inside the tube, where a crack will be difficult to start.
Peak stress at the vulnerable internal corner is reduced to around 220 MPa, 35% lower than those on the simple square edge that Manitou cut.
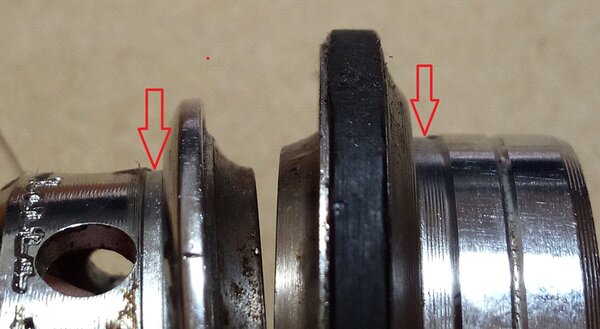
Here are the only headset cups that I've ever found with this relief built in: Hatta Swan Super Deluxe NJS and a Shimano 600, both from 1980s...both plated steel upper cones.
I make a similar cut into headset cups on my own aluminium frames to keep the edge stresses down when using even modern semi-integrated cups.
So...here's the lesson for the day:
Make sure that your headtubes are reamed out correctly, chamfered on the inside edge, and, if you have access to a lathe, get a small relief channel cut on that fat, expensive f**King headset before you fit it.
That way your frame might just survive.
All the best,
After some discussion on the group, the calculated figures shown in the pictures were revised as per the descriptions, but the relative stresses, the problem, and solution remain the same.
"I've repaired more than a few cracked Manitou, Marin, Pace and Nishiki head tubes in the last few years...all designed for press-fitted external Ahead or semi-integrated headsets.
Most seem to have failed because of poor materials/reaming/prep/tolerances from headset/frame manufacturers.
They could get away with this in elastic, high yield strength materials such as steel, but just transferring the tech over to aluminium led to failures and a loss of trust in the material.
I thought I'd model the stresses involved. Details in the descriptions for each pic."
PIC 1:
Internal square edged headtube, modelled as 6061-T6 aluminium 3mm wall, with a max interference fit to DiaCompe/Cane Creek Ahead specs, giving a bursting force from the press fit of 35Mpa.
This is just the static loading from the headset fitting, without even riding the bike or braking.
There is a huge stress riser at the internal square edge 350 MPa using revised force calculation.
The 7005 used in a Manitou had a tensile strength of around 355-360MPa, so pretty much zero margin of safety.
Add to that a brittle anodise or electropolish surface and it's all ready for a crack to form before it's even ridden.
PIC 2:
Same headtube and stresses, but this time with the correct Cane Creek spec 0.5mm chamfer at the internal edge.
Peak stress at the internal corner is reduced by 12% to 309 MPa.
PIC 3:
Finally, the same 0.5mm chamfer as above, but this time combined with some relief of the internal diameter.
This relief would normally be done by taking a step out of the headset cup so that the contact surface starts 2-3mm inside the headtube.
Here 0.25mm relief, 1.5mm deep is enough to reduce max stress by 28% to (Revised figure) 255 MPa MPa and move them down to a point around 6mm inside the tube, where a crack will be difficult to start.
Peak stress at the vulnerable internal corner is reduced to around 220 MPa, 35% lower than those on the simple square edge that Manitou cut.
Here are the only headset cups that I've ever found with this relief built in: Hatta Swan Super Deluxe NJS and a Shimano 600, both from 1980s...both plated steel upper cones.
I make a similar cut into headset cups on my own aluminium frames to keep the edge stresses down when using even modern semi-integrated cups.
So...here's the lesson for the day:
Make sure that your headtubes are reamed out correctly, chamfered on the inside edge, and, if you have access to a lathe, get a small relief channel cut on that fat, expensive f**King headset before you fit it.
That way your frame might just survive.
All the best,
 ?Thanks lads...
?Thanks lads...